Sterilization is intended to render Reusable Medical Devices free from viable mircroorganisms
![]() Prion are not microorganisms and are more resistant than conventional microorganisms.
Prion are not microorganisms and are more resistant than conventional microorganisms.
Sterilization of RMD is based on 3 key concepts
- Sterility Assurance Level (SAL) : It is not possible to systematically control the total absence of viable microrganism. The objective of sterilization is to limit the probability of microorganism survival to a very low level. For RMD’s the probability or Sterility Assurance Level (SAL) is expressed as: not more than 1 viable microorganisms in an amount of one million sterilized items (or 10-6 SAL ).
- Overkill : The quantity, nature and location of microorganisms which may be present on an RMD after cleaning is not known. RMD sterilization processes must demonstrate their ability to inactivate a highly concentrated inoculum of > 1 million of test microorganisms. Test microorganisms are selected for their high resistance to the sterilization process. This conservative margin above the highest level of real life contamination is called overkill method.
- Compatibility: RMD’s remains fully functional and safe for use after sterilization. Compatibility is checked by an RMD Manufacturer, which determinesthe maximal number of sterilization cycles to which an RMD can be exposed before being discarded or repaired.
Various methods are proposed by international standards to demonstrate the capability of a given sterilization process to reach the SAL using overkill method. One of them is the half cycle overkill method, described as follows:
Tests are performed with microorganisms known for their high resistance to the sterilization process (usually bacterial spores).
Once the process has been characterized, it must be verified that an RMD can be efficiently sterilized. The 106 inoculum is placed at the position determined as the most difficult to sterilize on or within an RMD. RMD’s are packaged and inserted in a representative challenging load. For routine controls, inoculums may be placed in process challenge devices (PCD) | 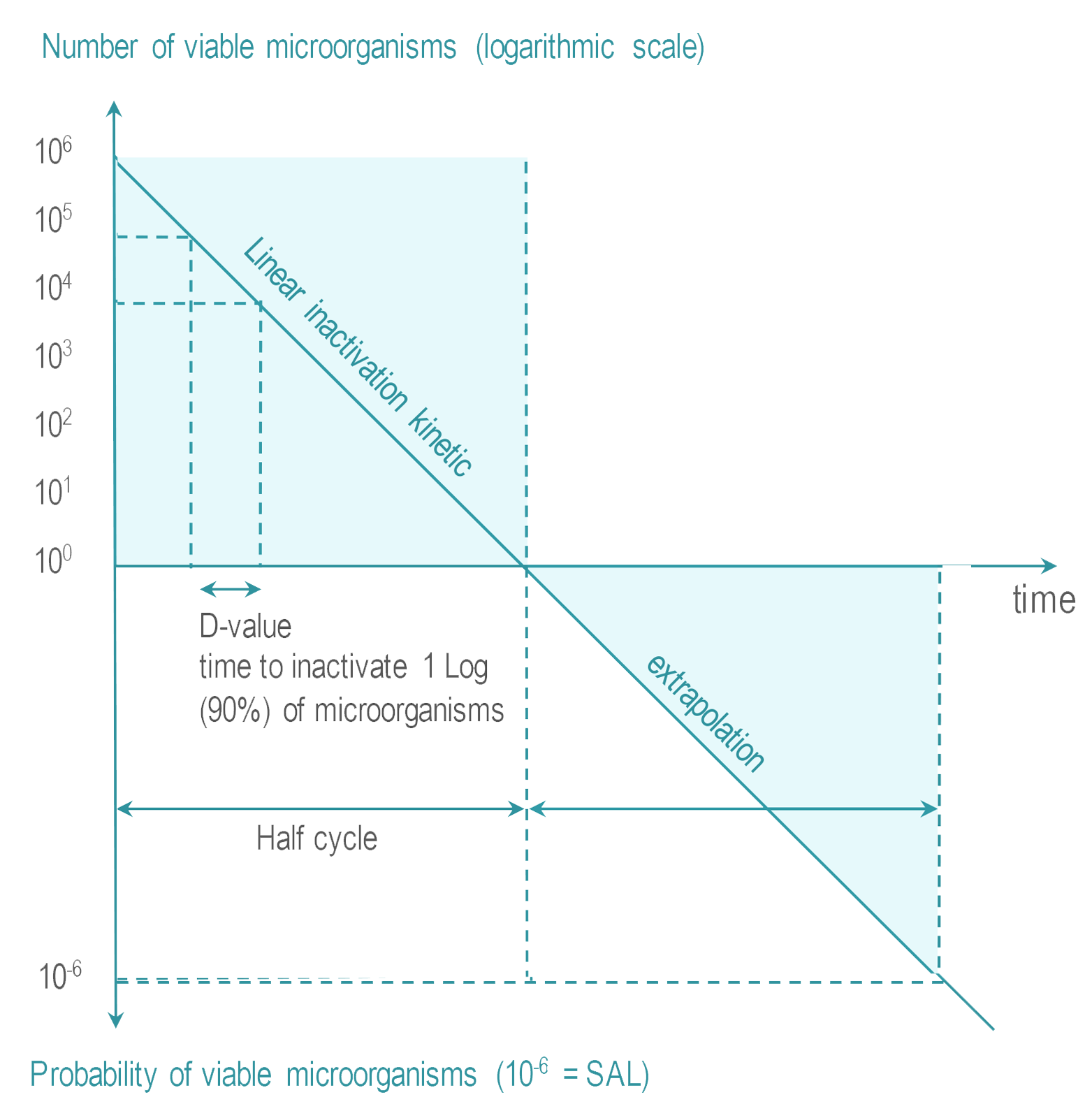 |
Steam sterilization is the most common sterilization method. It is also referred to as moist heat sterilization or saturated steam sterilization),
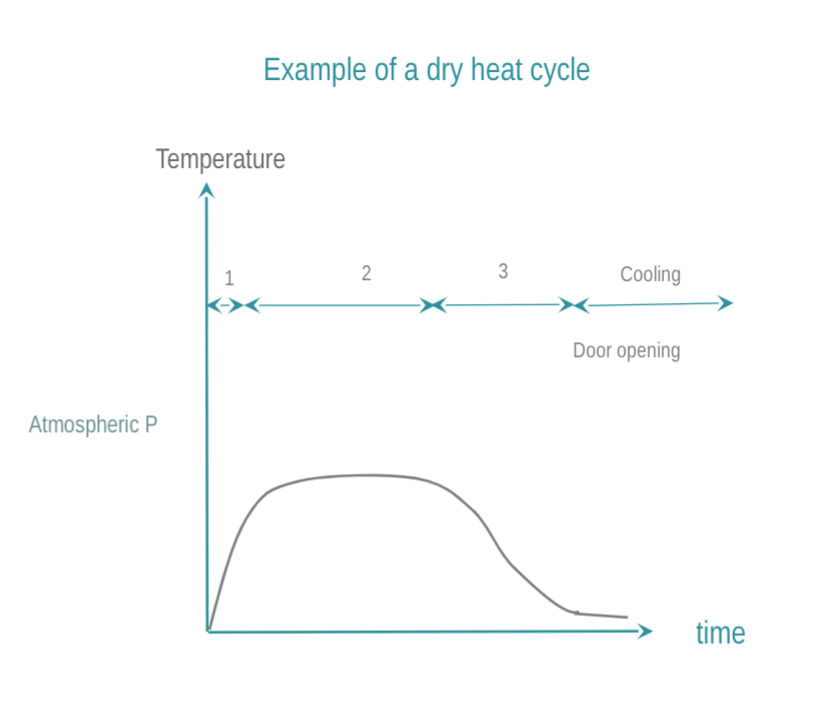
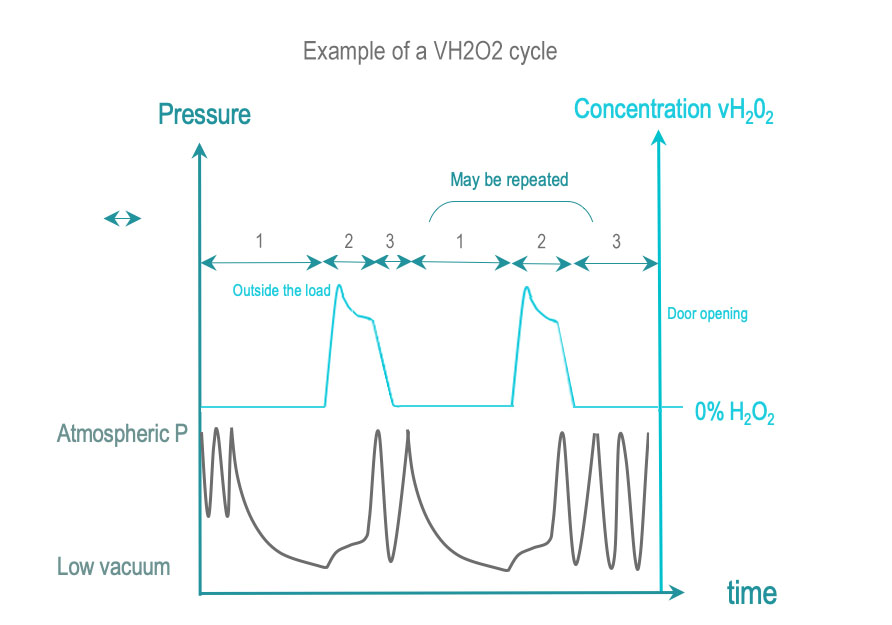
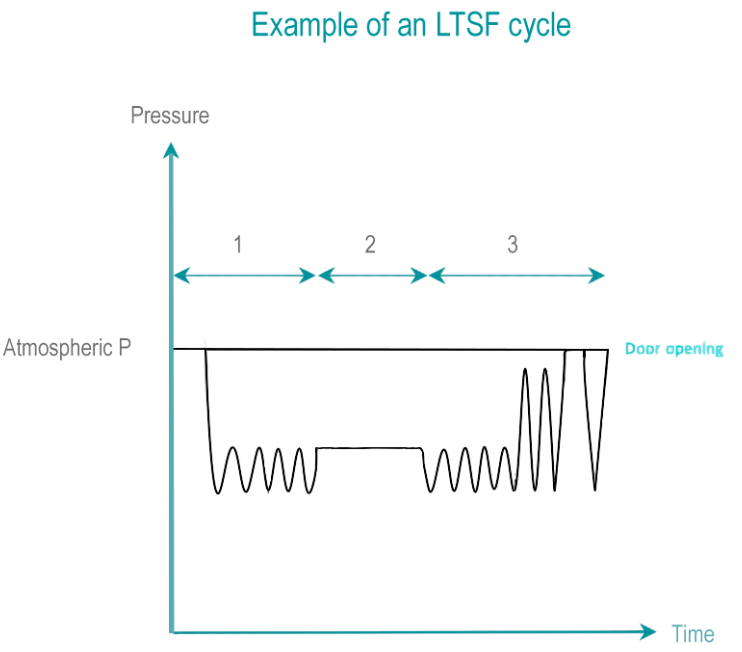
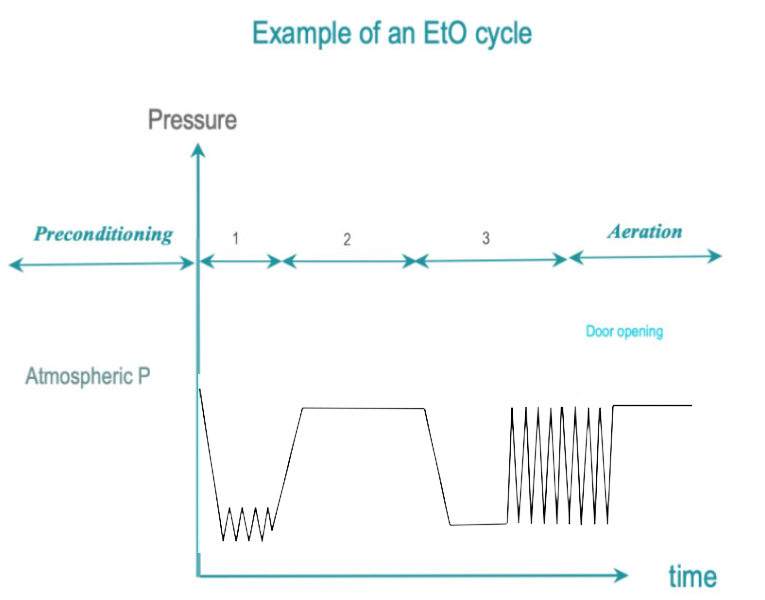
In dry heat sterilization, RMD are exposed to dry, hot air. Low temperature sterilization (LTS) is adapted tor RMD’s, which do not withstand high temperatures. Current low temperature sterilizing agents are: Ethylene Oxide (EtO), steam formaldehyde (LTSF), vaporized hydrogen peroxide (VH2O2) and ozone (O3). RMD are exposed in controlled temperature, humidity and/or pressure conditions to a minimum concentration (Cc) of sterilizing agent during the time required for achieving the desired SAL.
|
![]() Radiation sterilization (ionizing – gamma, e-beam or high energy X-Ray, or non-ionizing ultra-violet (UV) ) is not commonly used for reprocessing of RMD’s in healthcare facilities and will not be discussed in present guidelines.
Radiation sterilization (ionizing – gamma, e-beam or high energy X-Ray, or non-ionizing ultra-violet (UV) ) is not commonly used for reprocessing of RMD’s in healthcare facilities and will not be discussed in present guidelines.
Non-terminal sterilization methods meet the SAL criteria. However, unlike terminal sterilization, RMD’s are not protected by a packaging. Immediate use steam sterilization (previously called flash sterilization) is an example of non-terminal sterilization process .
All sterilization processes require occupational health and safety precautions.
- High pressure in steam sterilizer chambers requires periodic control of chamber integrity, according to applicable regulation or recommendations.
- High temperature of steam and dry heat sterilization expose operators to risk of burns. RMD’s are given time to cool down and operators wear gloves.
- All low temperature chemicals are toxic at various levels (this is why they are efficient on microorganisms). Periodic controls check the absence of leaks. Before accessing an RMD, residues are eliminated to levels defined by applicable occupational health and safety regulations.
Various and size and configurations of sterilizers are offered on the market.
- Large sterilizers are used in central sterilization facilities. There are often double door (pass-through) systems.
- Table top, single door sterilizers are used in outpatient, dental and rural clinics.
A sterilization method choice is made according to Spaulding classification principles and applicable local regulations or recommendations.
Common preferences or trends may be summarized as follows :
- Terminal sterilization is preferred to non terminal sterilization for RMD’s entering sterile cavities.
- Steam sterilization is recommended for moist and heat compatible RMD’s. The most efficient steam cycles are those at 132°C (270°F) or 134°C. Required or recommended holding time varies from 3 minutes, up to 18 minutes according to applicable regulation.
- Dry heat sterilization is banned in a growing number of countries due to its fixative properties and poor performances compared to steam sterilization.
- For heat sensitive RMD’s, choice of the terminal low temperature sterilization (LTS) method follows RMD manufacturers’ IFU’s and may be influenced by regional conventions, guidelines, or regulations. Vaporized hydrogen peroxide (VH2O2) is the most widely accepted LTS method. Low Temperature Steam Formaldehyde (LTSF) is not used in countries with strong prion regulation, due to its fixative properties. Use of EtO is country dependent due to fixative properties, long aeration time and occupational health and safety constraints.
- Non terminal IUSS is not used in some countries. It remains tolerated in others, but generally with recommendations to use terminal steam sterilization.
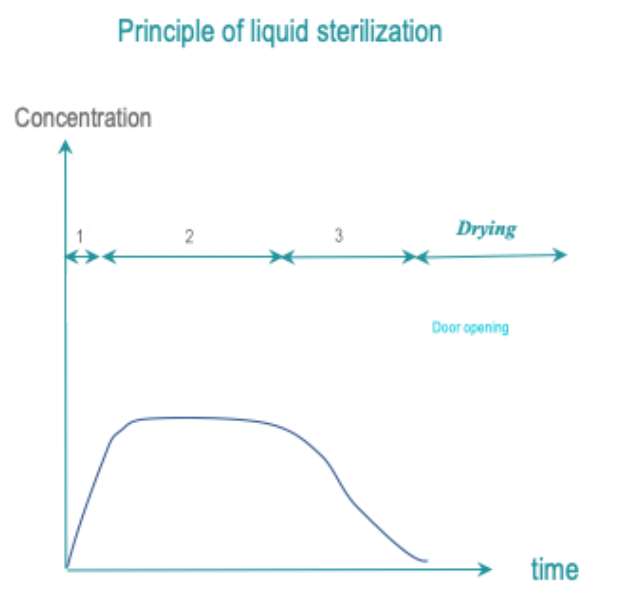
- Acceptance of non terminal liquid sterilant processes is region dependent. In a liquid sterilant process RMD are immersed in a solution yielding 10-6 SAL. RMD’s are then rinsed. The RMD’s are not protected by a packaging. Liquid sterilant process hence are non terminal.
Level of flexibility is left to user for choice of the sterilization method, which depends on local regulations or guidelines. For instance, in some countries steam, is used except when not allowed by an RMD manufacturer’s IFU. In other countries, LTS is used or tolerated for steam-compatible devices known to deteriorate from repeated exposure to steam (e.g., optics).
Compliance of a sterilization process to international standards may be required by local applicable regulations.
![]() dedicated standards are available for steam1,2,3,4,5 for dry heat6, for EtO7,8 and LTSF9,10. ISO 14937 is used for VH2O2 (dedicated standards are currently being developed)12,13. There are no directly applicable international standards for liquid sterilant processes and IUSS.
dedicated standards are available for steam1,2,3,4,5 for dry heat6, for EtO7,8 and LTSF9,10. ISO 14937 is used for VH2O2 (dedicated standards are currently being developed)12,13. There are no directly applicable international standards for liquid sterilant processes and IUSS.
Table 1. Chemical Indicators Classifications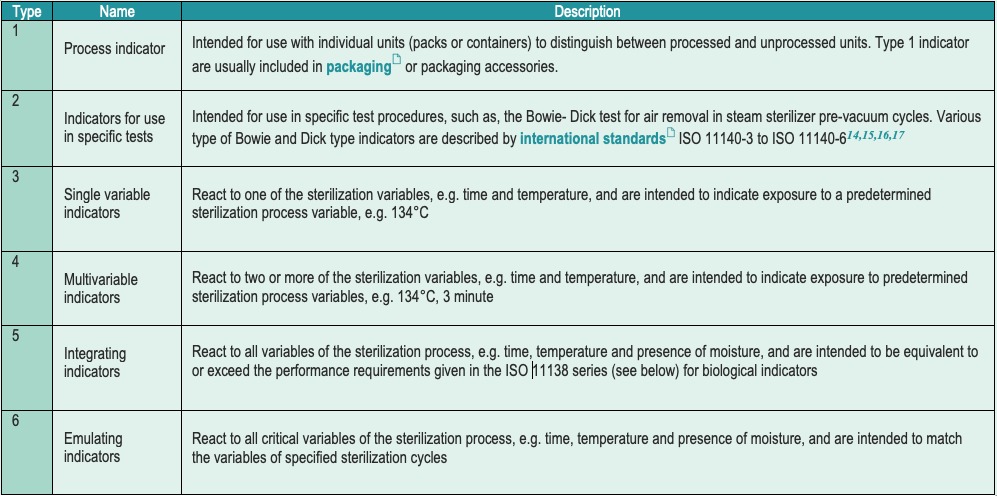 |
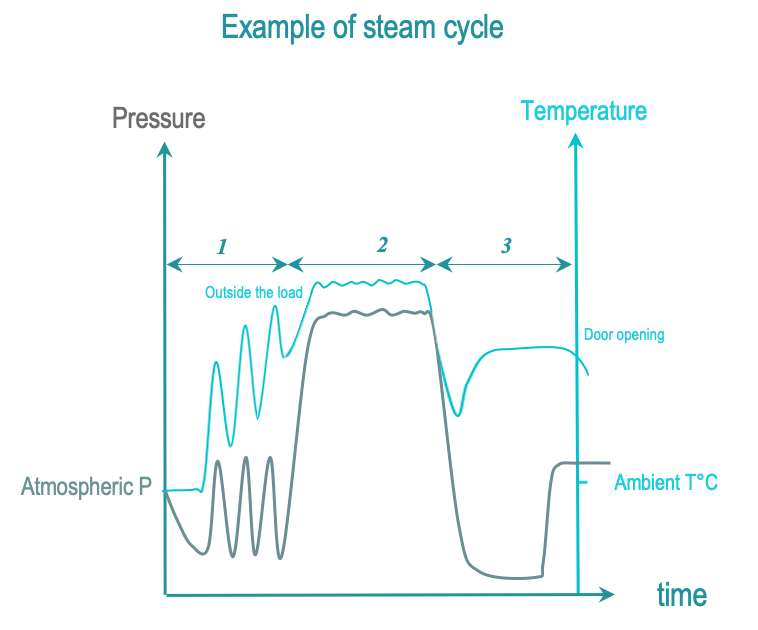
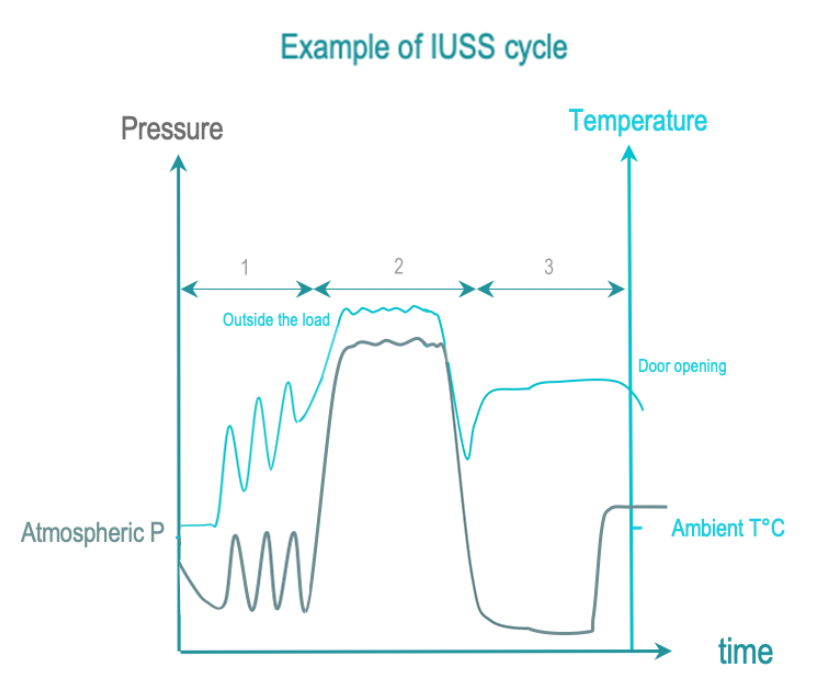
The 3 phases of IUSS are as follows :
- Conditionning: Vacuum and steam injection withdraw air from the chamber and load, and replace it with saturated steam. The load temperature is progressively increased.
- Exposure: The saturated steam injection is completed and given time to diffuse throughout the load.
- Removal : Condensation is withdrawn by vacuum and heating. The load is allowed to cool down after opening the door for safe handling by the operator.
Some countries do not allow IUSS, others may tolerate it. Recommendations usually advise to make an evaluation regarding the need for point-of-use reprocessing. RMD inventory may have to be improved to afford reprocessing by a central sterilization department.
![]() There are no international standards for IUSS.
There are no international standards for IUSS.
![]() Local regulations or guidelines may require or recommend that sterilization takes place in centralized sterilization department thereby prohibiting point of use sterilization. Operating theatres are usually not equipped and organized to clean and dry RMD’s as consistently as a centralized sterilization department.
Local regulations or guidelines may require or recommend that sterilization takes place in centralized sterilization department thereby prohibiting point of use sterilization. Operating theatres are usually not equipped and organized to clean and dry RMD’s as consistently as a centralized sterilization department.

WFHSS key recommendations for cleaning & disinfection
IUSS to be replaced by steam sterilization
Go to IUSS sterilization →
1 of 16 Liquid sterilantTo be evaluated by WFHSS
Go to Liquid sterilization →
2 of 16 SteamSteam 134°C or 132°C preferred when allowed by RMD IFU
Go to Steam sterilization →
3 of 16 LTSFCycle according to RMD IFU
Go to Low temperature steam formaldehyde →
4 of 16 VH2O2Cycle according to RMD IFU
Go to Vaporized H2O2 →
5 of 16 EtOCycle according to RMD IFU
Go to Ethylene Oxide →
6 of 16 Clean, dry, packaged RMDNon packaged for non terminal sterilization
Go to choice of sterilization process →
7 of 16 Sterile Medical DeviceNon packaged RMD for immediate use when non terminal sterilization
Packaged RMD for storage when terminal sterilization
Go to choice of sterilization process →
Terminal sterilization preferred to
non terminal
Go to choice of sterilization process →
9 of 16 Non terminal sterilizationThe RMD is not protected by a packaging and must be immediately used after sterilization
Go to choice of sterilization process →
10 of 16 +Terminal sterilization preferred
Go to recommendation of WFHSS for sterilization →
11 of 16 +Steam sterilization at 132°C or 134°C preferred when allowed by RMD IFU
Go to recommendation of WFHSS for sterilization →
12 of 16 +Visual control and routine controls
Go to Sterilization and quality management →
13 of 16 +According to RMD IFU
Go to choice of sterilization process →
14 of 16 +Steam sterilization at 132°C or 134°C preferred when allowed by RMD IFU
Go to recommendation of WFHSS for sterilization →
15 of 16 +Visual control and routine controls
Go to Sterilization and quality management →
16 of 16